 |
 |
 |
 |
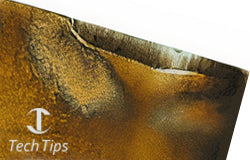
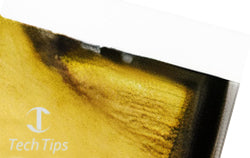
| Flank wear | Crater wear | Built-up edge | |
 |
 |
 |
 |
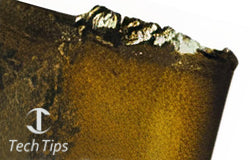
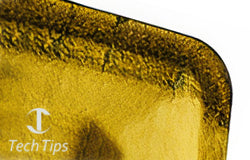
| Chipping | Depth-of-cut notching | Thermal cracking | Fracture |
| PROBLEM | CAUSES | SOLUTIONS |
| UNACCEPTABLE CHIP CONTROL | Chip too thin | Increase feed rate |
| Use more positive chipbreaker | ||
| Select smaller nose radius insert | ||
| Decrease lead angle |
| PROBLEM | CAUSES | SOLUTIONS |
| POOR INSERT LIFE - Crater Wear | Excessive heat at chip/tool interface | Reduce cutting speed |
| Flood cutting zone with coolant | ||
| Select more positive rake chipbreaker |
| PROBLEM | CAUSES | SOLUTIONS |
| POOR INSERT LIFE - Thermal Cracks | Extreme variation in cutting temperature | Reduce feed rate |
| Increase cutting speed | ||
| Interrupted cut | Use stronger chipbreaker |